
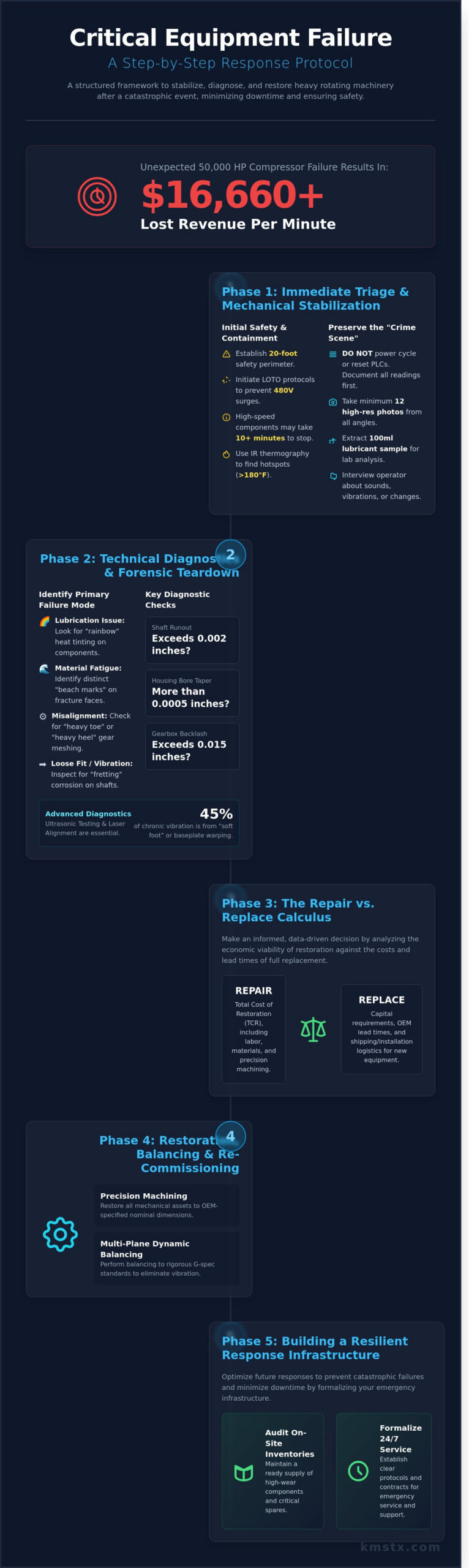
When a 50,000 HP centrifugal compressor fails unexpectedly, the immediate financial bleed can exceed $16,660 per minute in lost production revenue. You’ve likely felt that specific brand of heat when a primary asset goes dark and the boardroom starts looking for answers every sixty seconds. It’s a high-stakes environment where a fragmented critical equipment failure response doesn’t just waste time; it risks the safety of your technicians and the long-term integrity of your multi-million dollar hardware assets.
I’m sharing a professional, step-by-step technical framework to stabilize, diagnose, and restore your heavy rotating machinery after a catastrophic event. You’ll gain the exact protocols needed to move past the initial panic toward a restoration that hits every OEM specification while ensuring the root cause is buried for good. We’ll walk through a structured triage process that covers everything from kinetic energy dissipation to precision vibration signature analysis to get your operations back online safely.
Key Takeaways
- Implement immediate stabilization via LOTO protocols and forensic teardown sequences designed to preserve the integrity of damaged rotating elements.
- Evaluate the economic viability of restoration by analyzing the Total Cost of Restoration against the lead times and capital requirements of replacement equipment.
- Restore mechanical assets to nominal dimensions through precision machining and multi-plane dynamic balancing performed to rigorous G-spec standards.
- Optimize your critical equipment failure response by auditing on-site inventories for high-wear components and formalizing 24/7 emergency service infrastructure.
Phase 1: Immediate Triage and Mechanical Stabilization
When a primary asset goes down, the first 15 minutes dictate whether you’re facing a standard repair or a catastrophic loss. A structured critical equipment failure response starts with immediate stabilization. Don’t rush in. Secure the area first. Establishing a 20-foot safety perimeter and initiating Lockout/Tagout (LOTO) protocols ensures that a 480V surge doesn’t turn a mechanical issue into a life-safety event. Once the site is secure, perform a visual-only external inspection. Look for hydraulic fluid pooling or hairline fractures in the cast housing. If you spot a 2mm crack in a pressurized vessel, the situation is still dynamic and dangerous.
Before you even think about power cycling the machine, document the state of every gauge, sensor, and control panel. Log the exact PSI and temperature readings. If the SCADA system showed a fault at 14:02, write it down. Resetting the PLC might wipe the very fault codes you need for an insurance claim or a warranty dispute. Finally, isolate the failed unit from the rest of the production line. If a gearbox on Line 3 seizes, you’ve got to decouple it from the main drive shaft to prevent torque from snapping components further upstream.
Initial Safety and Containment Protocols
Kinetic energy is a silent killer in industrial environments. High-speed flywheels or 500-pound centrifuges can take over 10 minutes to reach zero RPM even after power is cut. Use infrared thermography to check for hotspots. A bearing housing exceeding 180 degrees Fahrenheit indicates internal friction that could lead to a flash fire. You also need to verify that secondary containment is holding any leaked ISO 46 hydraulic oil or process chemicals to prevent environmental contamination.
Preserving the ‘Crime Scene’ for Root Cause Analysis
Treat the failure site like a forensic investigation to ensure your critical equipment failure response leads to a permanent fix. Take at least 12 high-resolution photos from every angle before a single bolt is turned. Extract a 100ml sample of the lubricant for immediate lab analysis to check for metal shavings or coolant ingress. Interview the operator who was on the floor at 08:30. Ask about specific “chatter” or any 5-decibel increases in noise levels during the preceding shift. These details often vanish once the repair team starts teardown.
Phase 2: Technical Diagnostics and Forensic Teardown
Once the site is secured, the real work begins with a forensic teardown. Your critical equipment failure response must prioritize a methodical disassembly that mirrors the original equipment manufacturer (OEM) assembly sequence. Rushing this stage often destroys the very evidence needed to prevent a recurrence. Technicians should document every bolt torque and shim thickness, looking for galling on journals or pitting on 6000-series bearings that indicates a breakdown in the fluid film. A structured critical equipment failure response relies on this forensic stage to stop the cycle of “repair and repeat” that plagues 68% of industrial facilities.
Every measurement is compared against the original spec sheet. If a shaft runout exceeds 0.002 inches or a housing bore shows more than 0.0005 inches of taper, the component is likely compromised. We evaluate bearing seats and seals using non-destructive testing (NDT) to ensure that invisible stress fractures aren’t lurking beneath the surface of 4340 alloy components.
Identifying the Primary Failure Mode
Distinguishing between lubrication failure and mechanical overload requires a sharp eye for metallurgical “signatures.” Lubrication issues typically manifest as “rainbow” heat tinting, while material fatigue shows up as distinct beach marks on the fracture face. Since 60% of rotating equipment issues stem from poor geometry, we check for evidence of misalignment or improper dynamic balancing from previous service intervals.
- Analyze gear tooth contact patterns for a “heavy toe” or “heavy heel” meshing, which suggests housing deflection.
- Check for backlash issues exceeding the 0.015-inch standard found in heavy-duty gearboxes.
- Inspect for “fretting” on the shaft, a common sign of a loose fit or high-frequency vibration.
Utilizing Advanced Diagnostic Tools
Precision tools take the guesswork out of the teardown. We deploy ultrasonic testing to find internal casting flaws or cracks in housings that a visual inspection would miss. Laser alignment tools are essential to check for “soft foot” or baseplate warping, which accounts for nearly 45% of chronic vibration problems in pump skids. Non-destructive testing serves as a critical diagnostic step for rotating shafts by identifying surface and subsurface irregularities without compromising the part’s structural integrity.
Integrating specialized monitoring data into this phase helps bridge the gap between what the metal shows and what the physics dictates. Using these empirical data points ensures the repair plan addresses the root cause rather than just the symptoms.
Phase 3: The Repair vs. Replace Calculus for Heavy Assets
Deciding whether to scrap a failed asset or rebuild it requires more than a glance at the balance sheet. You’ve got to weigh the Total Cost of Restoration against the brutal reality of current supply chains. If a new pump or motor has a 26-week lead time from the OEM, your critical equipment failure response must prioritize speed to avoid 180 days of lost production. A calculated repair often returns the asset to service in under 30 days, providing a massive advantage in operational continuity.
Economic and Operational Factors
A 4-week refurbishment cycle often beats a 6-month wait for new capital equipment, even if the repair cost hits 65% of the replacement price. You also need to factor in the hidden costs of “new” units. Swapping an older model for a current version often requires $25,000 or more in infrastructure modifications to accommodate different footprints or electrical requirements. Before you sign off on a rebuild, verify the housing has at least 80% of its original wall thickness. If the structural integrity is compromised by deep pitting or fatigue, a second life isn’t a safe bet.
When Refurbishment is the Superior Path
Sometimes, “better than new” is a realistic goal for a critical equipment failure response. Custom machining allows us to fix OEM design flaws that caused the initial break, such as poor oil galley placement or weak bearing supports. Consider these benefits of a high-end rebuild:
- Material Upgrades: Replacing standard carbon steel with high-performance alloys like 17-4 PH stainless or Inconel 718 can extend the mean time between failures by 45%.
- Hardfacing and Coatings: Applying tungsten carbide or specialized ceramics to wear surfaces often results in a component that outlasts the original factory part.
- Legacy Support: Working with a shop that maintains a $3 million inventory of raw billets and legacy components means you aren’t waiting on a factory in another hemisphere for a part that went out of production in 1998.
This approach doesn’t just patch the problem; it re-engineers the asset for the specific stresses of your facility. It’s common for a precision-rebuilt unit to carry a 12-month or 24-month warranty that matches or exceeds the original manufacturer’s terms. Don’t assume a new tag on the crate means a better machine on the floor.
Phase 4: Restoration, Precision Balancing, and Re-Commissioning
A successful critical equipment failure response hinges on the precision of the rebuild. Once the root cause is identified, the restoration phase begins with precision machining to restore bearing fits and seal surfaces to within 0.0005 inches of nominal dimensions. We don’t just clean parts; we restore the structural integrity of the unit. Every “soft” component, including Viton seals, gaskets, and ISO Class 3 bearings, is replaced with premium equivalents to ensure longevity. The re-assembly occurs in a clean-room environment where particulate counts are monitored, preventing the microscopic contamination that causes 45% of premature bearing failures.
The Critical Role of Dynamic Balancing
High-speed rotating equipment requires more than simple static balancing to survive 24/7 operations. We perform multi-plane dynamic balancing on all rotating assemblies to meet ISO 1940/1 G-2.5 standards. This process involves verifying balance at the actual operational RPMs rather than relying on static weights, which fails to account for centrifugal forces. By utilizing 5-axis CNC machinery, we fabricate replacement components that maintain the exact mass distribution required for vibration-free performance. Reducing vibration by even 10% can double the life of your mechanical seals.
Verification and Performance Testing
Before any unit leaves the floor, it undergoes a rigorous verification protocol. We conduct a no-load “dry run” for a minimum of 4 hours to monitor vibration levels and ensure temperature stabilization. During this period, we verify that all safety sensors and emergency stop circuits are 100% functional. Every repair concludes with a documented “birth certificate.” This report includes final tolerances, balancing certificates, and baseline vibration data to serve as a reference for future maintenance cycles. This data-driven approach ensures the unit is ready for immediate deployment without the risk of infant mortality failures.
Phase 5: Building a Resilient Response Infrastructure
Resilience isn’t just about fixing what’s broken; it’s about making sure your critical equipment failure response is hardwired into your operations before the next alarm sounds. Downtime in heavy industry often exceeds $22,000 per hour, so every second spent searching for a contact number or a spare part is lost revenue. You need a 24/7 emergency contact protocol with a partner who knows the pressure of a shut-down site. It’s about having a plan that works when the pressure is on.
Partnering for Rapid Response
Reliability depends on who you call at 2:00 AM on a Sunday. Working with a service provider that brings 40+ years of heavy industrial experience ensures they’ve seen your specific failure mode before. Remote or critical sites require 24/7 field service capabilities to minimize transit time and get technicians on the ground immediately. You can learn more about how these specialized teams operate on our Field Service and On-Site Maintenance page.
Start an audit of your on-site spare parts inventory today. Focus on high-wear items such as mechanical seals and spherical roller bearings. If these aren’t on the shelf, your lead time could stretch from hours to weeks. Pair this inventory with regular staff training. Your team should run through a specific response checklist twice a year. This ensures consistent execution and reduces the risk of human error when a crisis hits.
From Reactive to Proactive Maintenance
The goal is to move away from a “run-to-fail” mindset and toward a reliability-centered maintenance (RCM) model. By implementing predictive tools like vibration analysis and oil debris monitoring, you can catch a failing bearing 3 months before it seizes. This shift allows you to schedule repairs during planned outages rather than reacting to a critical equipment failure response scenario.
- Dynamic Balancing: Reduces internal stress on rotating components.
- Precision Alignment: Prevents premature wear on couplings and seals.
- Oil Analysis: Detects microscopic metal particles before they cause a total seizure.
These practices can extend the mean time between failures (MTBF) by as much as 35% in high-duty cycle environments. If you’re ready to stop reacting and start managing your assets, contact Kelsey Machine Services for an equipment reliability audit to baseline your current system health and identify hidden vulnerabilities.
Securing Your Operational Continuity Through Technical Precision
Keeping a plant running means knowing exactly what to do when a primary asset stops turning. Effective critical equipment failure response requires more than just a quick fix; it demands a systematic approach that includes rigorous technical diagnostics and a logical repair versus replace calculus. By prioritizing mechanical stabilization and precision balancing during the restoration phase, you ensure the asset’s reliability for its next 10,000 hours of service. It’s about having the right technical data and the right parts on hand before the alarm sounds.
Kelsey Machine Services brings over 40 years of industrial repair experience to every site visit. We maintain a large inventory of OEM and aftermarket spare parts to eliminate lead-time bottlenecks. Our teams are ready to deploy 24/7 emergency field service to stabilize your most complex assets. Don’t let an unexpected failure dictate your production schedule for the next quarter. We’ve got the tools and the expertise to get your facility back online and running better than before.
Request 24/7 Emergency Support for Your Critical Equipment
Frequently Asked Questions
What is the first thing I should do when a centrifuge or gearbox fails?
Immediate isolation and lockout/tagout (LOTO) procedures are the first steps to ensure personnel safety. Once the area’s secure, initiate your critical equipment failure response by documenting the exact state of the failure. Take clear photos of the gearbox housing or centrifuge basket before any disassembly occurs. This data helps technicians identify if the root cause was lubrication loss or a mechanical fatigue point that started months ago.
How can I tell if my equipment is ‘critical’ enough for an emergency response plan?
Equipment is classified as critical if its failure leads to more than 4 hours of total facility downtime or poses a direct safety risk. Use a criticality matrix where assets scoring above a 7 out of 10 on impact scales require a documented emergency plan. If a specific pump or motor represents a single point of failure without a 100% redundant backup, it’s critical. These assets deserve the most attention during your monthly inspections.
Is it better to repair an old industrial pump or replace it entirely?
You should follow the 60% rule; if repair costs exceed 60% of a new unit’s price, replacement is usually the better financial move. Consider that modern pumps often offer 15% better energy efficiency than models built before 2010. However, if the lead time for a new pump is 24 weeks and a rebuild takes 5 days, the downtime cost often justifies the repair. You’ve got to weigh the long-term savings against the immediate production loss.
What are the most common causes of rotating equipment failure?
Misalignment and improper lubrication account for 80% of all rotating equipment failures in industrial settings. Bearings don’t just quit; they usually fail because of contaminated grease or shafts that are out of spec by as little as 0.005 inches. Regular vibration analysis catches these issues before they turn into a catastrophic seize that shuts down your entire line for a week. Monitoring these 2 variables saves thousands in lost production and prevents emergency rebuilds.
How long does a typical industrial gearbox refurbishment take?
A standard refurbishment usually takes between 7 and 14 business days depending on the availability of bearings and seals. If the gears require custom recutting or the housing needs line boring, that timeline can extend to 21 days. We’ve seen 40% of repair delays caused by waiting on specialized parts that weren’t kept in the plant’s local stock. Planning for these lead times is essential for your maintenance schedule and overall facility uptime.
Does dynamic balancing really make a difference in equipment lifespan?
Precision dynamic balancing to G1.0 standards can extend the life of your bearings by up to 25% compared to standard factory balances. Reducing vibration levels below 0.1 inches per second prevents the internal hammering that destroys seals and fatigues metal components. It’s a small upfront investment that prevents a major critical equipment failure response later in the machine’s lifecycle. Most high-speed turbines require this level of accuracy to avoid 2:00 AM emergency calls.
What should be included in a spare parts inventory for critical machinery?
Your inventory should include any long-lead items that take more than 48 hours to source, such as custom seals, specialized bearings, and proprietary controller boards. Statistics show that 30% of unplanned downtime is extended simply because a 50 dollar gasket wasn’t on the shelf. Keep at least one complete rebuild kit for every three identical units operating on your floor. This strategy ensures you’re never stranded by a backordered component during a production rush.
Can custom machining really replace hard-to-find OEM parts?
Custom machining can replace OEM parts with 100% accuracy, provided the shop uses high-grade alloys like 4140 or 4340 steel. This is often the only viable path for equipment manufactured before 1995 where the original drawings no longer exist. Machining a new shaft or gear can reduce your wait time from 16 weeks for an OEM import to just 72 hours at a local precision shop. It’s a proven way to bypass supply chain bottlenecks and get back to work.