
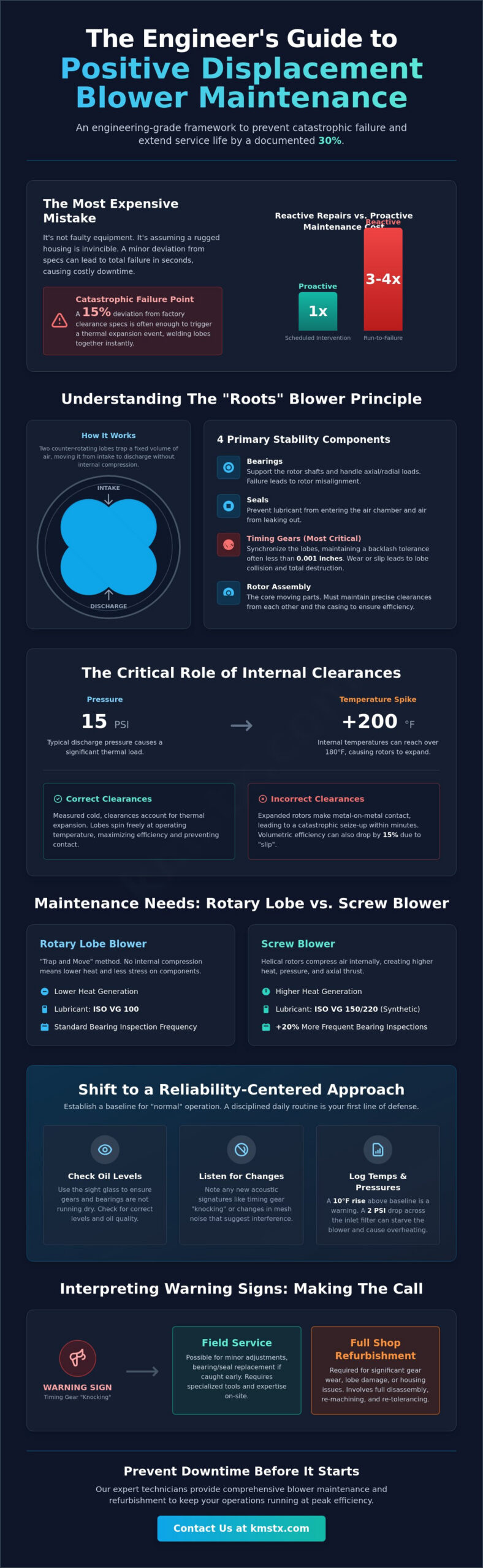
The most expensive mistake in a high-pressure facility isn’t buying the wrong equipment; it’s the assumption that a rugged cast-iron housing makes a machine invincible. While these units are built for heavy lifting, a 15% deviation from factory clearance specs is often enough to trigger a thermal expansion event that welds lobes together in seconds. You’ve likely seen the aftermath of a seized unit, and you know that improper positive displacement blower maintenance leads to downtime that costs more than just the parts. It’s the lost production hours and the headache of reactive repairs that really hurt the operation.
This guide delivers a technical framework that moves beyond basic oil changes. We’re providing the engineering-grade data you need to prevent catastrophic bearing failure and maintain those critical internal tolerances. We’ll walk through a professional-grade preventative schedule, examine the vibration markers that signal gear wear, and show you how to extend the service life of your rotating assets by a documented 30%.
Key Takeaways
- Understand the mechanics of the “Roots” principle and why managing heat expansion is critical to maintaining the tight clearances that prevent catastrophic rotor contact.
- Shift your strategy from reactive repairs to a reliability-centered approach using a daily checklist of oil levels, acoustic signatures, and discharge temperatures.
- Master the technical side of positive displacement blower maintenance, including the specifics of oil brand compatibility and how air filter health impacts vacuum-side cooling.
- Learn how to interpret warning signs like timing gear “knocking” to help you decide if a repair can be handled on-site or if the asset requires a full shop refurbishment.
The Fundamentals of Positive Displacement Blower Mechanics
The core of industrial air movement relies on the “Roots” principle, a design that has remained a standard for over 150 years. This mechanism utilizes two counter-rotating lobes that trap a fixed volume of air and transport it from the intake to the discharge side. Because these lobes don’t touch each other or the internal casing, friction is minimized, but this design places an immense burden on the supporting hardware. Understanding The Fundamentals of Positive Displacement Blower Mechanics is the first step in a proactive maintenance strategy that prevents unplanned downtime.
Effective positive displacement blower maintenance isn’t just about routine oil changes; it’s about managing the precise relationship between thermal expansion and metal tolerances. When a blower operates at a 15 PSI discharge pressure, internal temperatures can spike by over 200 degrees Fahrenheit. This thermal load causes the rotors to expand significantly. If your clearances aren’t set correctly, that expansion leads to metal-on-metal contact, which usually ends in a catastrophic seize-up within minutes.
To better understand this concept, watch this helpful video:
The system relies on four primary components to maintain stability: bearings, seals, timing gears, and the rotor assembly. The timing gears are arguably the most critical for operational longevity. These gears keep the lobes perfectly synchronized, often maintaining a backlash tolerance of less than 0.001 inches. If these gears wear down or slip, the lobes will eventually collide, destroying the machine. High-quality positive displacement blower maintenance protocols prioritize the inspection of these gears to ensure the rotors never lose their phase.
Rotary Lobe vs. Screw Blower Maintenance Needs
Lobe blowers use a “trap and move” method, while screw blowers utilize helical rotors to compress air internally. This internal compression generates higher heat levels, often requiring synthetic lubricants with a higher viscosity grade, such as ISO VG 150 or 220, compared to the ISO 100 typically found in lobe units. Because screw designs create more axial thrust, they often require 20% more frequent bearing inspections to prevent shaft deflection. Maintenance schedules must be adjusted based on these specific discharge temperatures and pressures to ensure reliability.
The Critical Nature of Internal Clearances
Efficiency in any blower is dictated by “slip,” which refers to the air that leaks back from the discharge side to the intake through internal gaps. As these gaps widen due to wear or poor adjustment, volumetric efficiency can drop by as much as 15%. Technicians must measure these clearances while the machine is cold, accounting for the fact that the metal will expand once the unit reaches its 180-degree operating temperature. Internal clearance is the distance between the rotors and the headplate. Maintaining these tight tolerances ensures the blower moves the maximum volume of air with the least amount of energy waste.
Predictive vs. Preventative Maintenance Strategies
According to 2023 industry reliability benchmarks, transitioning from a reactive “run-to-failure” model to a reliability-centered program is the foundation of effective positive displacement blower maintenance. If you’re waiting for the machine to seize before taking action, you’re looking at repair costs that are 3 to 4 times higher than scheduled interventions. This approach shifts the focus from fixing problems to preventing them through disciplined observation and data collection.
A solid daily routine starts with three basics:
- Checking oil levels through the sight glass to ensure the gears and bearings aren’t running dry.
- Listening for changes in lobe timing or gear mesh noise that suggest mechanical interference.
- Logging discharge temperatures and pressure drops; a 2 PSI increase across the inlet filter can starve the blower of air, leading to overheating.
Establishing a baseline for “normal” operation is critical. Without knowing the standard operating temperature or vibration profile of a healthy unit, it’s impossible to detect subtle performance drifts. A 10-degree Fahrenheit rise above your baseline often signals an internal clearance issue or a bearing starting to fail. Integrating these tasks into your broader rotating equipment maintenance strategy ensures that blowers aren’t treated as isolated assets but as critical components of the plant’s pneumatic system.
Implementing Vibration Analysis
Mounting accelerometers on the bearing housings allows for the detection of sub-surface fatigue long before a technician can hear a problem. Analyzing the frequency spectrum helps differentiate between unbalance, which shows up at 1x running speed, and misalignment, typically seen at 2x or 3x. For high-speed applications, precision dynamic balancing is mandatory to prevent vibration-induced seal failure. Reducing vibration levels by just 0.05 inches per second can extend bearing life by 25% or more, significantly lowering the long-term cost of ownership.
Thermal Imaging and Oil Analysis
Infrared thermography provides a non-invasive look at the thermal profile of gear housings and drive-end bearings. A localized hot spot often indicates a lack of lubrication or an over-tightened drive belt. Complementing this with quarterly oil analysis is standard practice for 85% of top-tier reliability programs. Technicians look for metal particulates like iron or copper, which suggest gear wear or bearing cage degradation. Viscosity breakdown is another red flag; if the oil loses its film strength, the lobes will eventually make contact. Monitoring these variables is a core part of comprehensive positive displacement blower maintenance. If you’re seeing persistent vibration or heat issues, reviewing your maintenance protocols can help identify the root cause before a failure occurs.
Technical Maintenance Procedures for Long-Term Reliability
Reliability isn’t a byproduct of luck; it’s the result of disciplined mechanical oversight. Maintaining a rigorous positive displacement blower maintenance schedule ensures that internal clearances, often as tight as 0.005 inches, remain within factory specifications. When these procedures are neglected, the resulting heat and friction lead to catastrophic failure. Precision is the difference between a machine that lasts twenty years and one that fails in two.
Lubrication Management Best Practices
Selecting the right ISO grade oil depends on your facility’s ambient temperature. For plants operating between 32°F and 90°F, an ISO 100 synthetic oil is the standard choice. If your floor consistently stays above 95°F, shifting to an ISO 150 or 220 grade prevents viscosity breakdown. You should never mix different oil brands without a full system flush. Incompatible additive packages can create a thick sludge that blocks internal oil passages in less than 48 hours of run time.
Don’t over-grease the bearings. While it’s tempting to add extra lubricant, excess grease increases internal friction, which raises operating temperatures and can cause a seal “blow-out.” Once a seal is compromised, oil migrates into the air chamber and contaminates the entire process stream. To prevent this, adhere to these standards:
- Establish a rigid oil change schedule every 1,000 operating hours.
- Use only manufacturer-approved synthetic lubricants to maintain seal compatibility.
- Check oil levels daily while the unit is shut down to ensure accurate sight-glass readings.
Filter and Silencer Upkeep
Effective positive displacement blower maintenance also requires a focus on the intake side. Monitor the pressure drop across your intake filters using a differential pressure gauge. A restriction exceeding 15 inches of water column (H2O) causes the vacuum side to overheat. This happens because the blower works harder to pull air, which spikes the compression ratio. If particulate bypasses a damaged filter, it’ll score the rotor lobes and headplates, permanently reducing the unit’s volumetric efficiency.
Cleaning the silencer packing is vital for maintaining airflow and noise suppression. Over time, debris can saturate the packing material, creating backpressure that strains the motor. Precision alignment of the drive system is the final piece of the puzzle. Use a laser tool to ensure sheaves are within 0.5 degrees of parallel. Misalignment causes side-loading on the drive-end bearings, which can cut their service life by 50 percent. Always check your breather vents during these inspections; if they’re clogged with dust, pressure builds in the oil sumps and forces lubricant past the seals.
Troubleshooting Common Positive Displacement Blower Failures
Troubleshooting a PD blower isn’t about guesswork; it’s about interpreting mechanical signals before they lead to a total shutdown. If you hear a rhythmic knocking sound, you’re likely looking at timing gear slippage or actual rotor interference. When gears slip by even a fraction of a degree, the tight clearances between lobes vanish, causing metal-on-metal contact. Oil leaks require a different diagnostic approach. A weeping lip seal often indicates simple wear, but a total failure in a mechanical seal usually points to shaft misalignment or excessive vibration that has compromised the seal face.
Sudden pressure drops usually stem from two sources. First, check the relief valve. If it’s stuck open or the spring has fatigued, air bypasses the system. Second, internal wear increases the “slip,” which is air leaking back to the inlet. If your discharge temperature exceeds 250°F, check for intake filter restrictions or low oil levels in the gear end. Effective positive displacement blower maintenance relies on catching these thermal spikes before they seize the unit entirely.
Lobe and Headplate Interference
Analyzing wear patterns on the ends of the lobes often signals axial movement. During high-load events, axial thrust forces the rotors toward the headplate. If you see circular scoring on the headplate, the clearances are gone. This contact is often the result of bearing play. Specifically, any radial or axial bearing play exceeding 0.003 inches allows the rotor to migrate far enough to make housing contact, which can lead to catastrophic seizure within seconds.
Seal and Bearing Failure Modes
Bearings fail through brinelling, where indentation occurs on the races, or spalling, where the metal surfaces flake away. These issues often stem from improper installation or chronic vibration. In environments where ambient temperatures exceed 100°F, seals harden and lose elasticity, allowing oil to migrate into the air stream. Neglecting these signs leads to emergency machine repair, which costs significantly more than a scheduled teardown. Consistent positive displacement blower maintenance keeps these components within their design tolerances and prevents the 15% increase in energy consumption associated with worn internal clearances.
If your equipment is showing signs of thermal distress or unusual vibration, consult with our technicians for a comprehensive blower diagnostic.
Field Service vs. Full Shop Refurbishment: Making the Call
Deciding whether to perform repairs on the plant floor or pull a unit for a full overhaul depends on the severity of the mechanical deviation. Routine positive displacement blower maintenance often involves simple tasks like oil changes every 2,000 hours or replacing external lip seals. These tasks are manageable on-site and don’t require extensive downtime. However, if your vibration sensors indicate levels exceeding 0.3 inches per second, field patches won’t solve the underlying issue. Visible rotor scoring or metal flakes in the oil reservoir are immediate red flags that the blower’s internal geometry is compromised.
A full shop refurbishment is necessary when the precision of the rotating assembly is lost. We utilize advanced industrial gearbox repair techniques to restore the blower’s timing gears, which are critical for maintaining the tight clearances between the lobes. Unlike field repairs, a shop environment allows for dynamic balancing of the rotors. This process eliminates the microscopic imbalances that cause premature bearing failure and high-frequency noise. If you’re seeing a 15% drop in discharge pressure, it’s likely that internal slip has increased due to worn components that only a shop-level restoration can fix.
The Restoration and Overhaul Process
The overhaul starts with a complete teardown where every component is cleaned and inspected. We measure all critical dimensions, such as headplate-to-rotor gaps, against the original OEM specifications. When surfaces are found to be out of tolerance, precision machining is employed to resurface the headplates and cylinder walls. This isn’t just about making parts fit; it’s about restoring the volumetric efficiency of the machine. Before any unit is shipped back, it undergoes a rigorous mechanical run test to ensure it meets the factory performance curves at full load.
Minimizing Downtime with Spare Parts
Unplanned blower failure can cost a facility upwards of $12,000 per hour in lost throughput. Maintaining a localized inventory of critical bearings, viton seals, and gaskets is a foundational part of positive displacement blower maintenance. Relying on a single-source provider for industrial machine spare parts simplifies the supply chain and ensures that the components you receive meet the required metallurgical standards. We provide 24/7 technical support to help maintenance crews identify the right parts quickly, which can reduce total repair time by as much as 40% during a critical outage. Having the right kit on the shelf turns a potential week-long disaster into a manageable afternoon fix.
Securing Long-Term Performance for Your Critical Air Systems
Maintaining peak efficiency in your facility depends on more than just occasional oil changes. It requires a disciplined approach to positive displacement blower maintenance that integrates precise vibration analysis and consistent monitoring of internal clearances. When tolerances shift or bearings show signs of fatigue, the difference between a minor adjustment and a catastrophic seizure usually comes down to the speed of your technical response. Implementing a rigorous schedule for preventative checks helps mitigate the risk of unplanned outages that can stop production for 12 to 24 hours at a time. For complex issues that go beyond standard field service, you’ll want a partner with the right equipment and depth of experience. Kelsey Machine Services brings 40+ years of industrial rotating equipment expertise to every project. We provide 24/7 emergency response for critical machinery failures to keep your operations moving. Our facility handles full-service machining and dynamic balancing to ensure your hardware meets exact specifications. Contact Kelsey Machine Services for Expert Blower Refurbishment and get your equipment back into service with confidence.
Frequently Asked Questions
How often should I change the oil in my positive displacement blower?
Change oil every 500 to 1,000 hours depending on your specific operating environment. Synthetic lubricants can push this to 2,000 hours in climate controlled spaces. In high heat or dusty areas, you’ll need to swap it every 500 hours to stop viscosity breakdown. Checking the sight glass daily is a must; if the oil looks milky or dark, it’s already past its prime and needs immediate attention.
What is the most common cause of blower overheating in industrial settings?
Excessive discharge pressure or a clogged inlet filter causes 70% of overheating incidents in the field. If the pressure climbs just 2 PSI above the nameplate rating, internal temperatures can exceed the 250 degree Fahrenheit limit. This heat makes the rotors expand quickly. Once they expand, they’ll hit the cylinder wall, which usually ends in a total mechanical seizure that destroys the unit’s internal components.
Can I replace timing gears in the field without specialized tools?
You shouldn’t try to replace timing gears in the field without a hydraulic press and precision feeler gauges. These are interference fit parts that need synchronization within 0.001 inches. Using hammers or standard pullers often bends the shaft or causes gear hunting. If the timing is off by a hair, the rotors will collide and destroy the unit within minutes of the first startup.
What vibration levels are considered “dangerous” for a PD blower?
Vibration levels above 0.3 inches per second (ips) peak velocity mean the machine is in a danger zone. A healthy blower usually stays around 0.1 ips. Once you hit 0.45 ips, you’re looking at imminent bearing failure or rotor contact. Regular monitoring prevents the 15% jump in power usage that happens when a rotating assembly loses its stability and begins to vibrate excessively.
How do I know if my blower rotors are out of balance?
Persistent high frequency vibration that stays the same regardless of the pressure load usually points to a rotor imbalance. You’ll see the vibration intensity climb steadily as the RPM increases. If the shaking only happens when the blower is under load, it’s probably a clearance problem. Even a small 5 gram mass shift can ruin the drive end bearings in under 6 months of use.
What is the difference between a mechanical seal and a lip seal in a blower?
Mechanical seals use two flat, precision ground surfaces to stop leaks, while lip seals use a flexible rubber element that grips the shaft. You’ll want mechanical seals for process gases where you can’t afford any leakage. Lip seals work fine for standard air, but they usually fail after 12,000 hours because the friction eventually wears a groove into the metal shaft, causing oil migration.
Why is my blower losing pressure even though the RPM is correct?
Internal slip caused by widened clearances between the rotors and the housing is the most common reason for pressure loss. As the metal wears down, air escapes back to the inlet side instead of moving forward. A 0.005 inch gap increase can drop your volumetric efficiency by 10%. Consistent positive displacement blower maintenance involves measuring these gaps to keep the unit at its rated performance.
Is it better to repair or replace an old positive displacement blower?
Replacement is usually the better choice if the repair quote is more than 60% of the cost of a new machine. Older blowers built before 1995 are much less efficient than current models. Swapping out a 30 year old unit can cut your power bill by 12% every year. Following a strict positive displacement blower maintenance schedule helps you decide if the housing is worth a rebuild.